English | 手机版
创新平台,新技术,新概念
New technology and idea
| 座椅装配 |
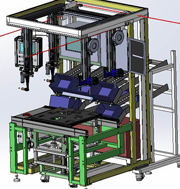
| 一、工位结构模块化,标准化——
1. 标准架体:工作工位的主体结构,选材,规格,尺寸等标准化。 2.标准快换小车:工作工位的工装采用标准化小车,可快速更换。 3.线体标准段:线体采用标准结构尺寸,达到互换。 |
|
二. 应用AGV实现托盘在两条平行输送线间的转运,实现装配线U形布局,使操作者在线内操作,减少占地空间。
|
|
三. 将EOLT融合到装配线里(包括座椅装配线和靠背装配线),节省转运工序提高效率。
|
|
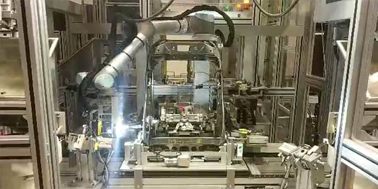
四. 机器人参与装配: 1.UR机器人参与座椅,靠背的装配:水平和空间布局的各种螺钉的自动拧紧和自动更换批头;
|
|
四. 机器人参与装配:
|
|
四. 机器人参与装配: 4. KUKA机器人底盘转序; 5. 川崎机器人参与方向盘检测
|
|
2.靠背螺钉振动上料机; 3.气囊螺钉振动上料机(韦伯); 4.滑轮铆钉震动上料机(韩臣)
|
|
|
|